9. Korrosion
9.1 Allgemeines, Korrosionsarten
Korrosionsbegriff
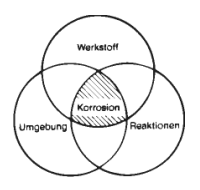 |
Korrosion ist die Reaktion eines metallischen Werkstoffs mit
seiner Umgebung, die eine messbare Veränderung des Werkstoffs bewirkt
und zu einer Beeinträchtigung der Funktion eines metallischen Bauteiles
oder eines ganzen Systems führen kann. In den meisten Fällen ist
diese Reaktion elektrochemischer Natur, in einigen Fällen kann sie
jedoch auch chemischer oder metallphysikalischer Natur sein. (Definition
Grundbegriff "Korrosion" nach ISO 8044 / DIN 50900-1) Tabelle 65 zeigt aus der Vielzahl verschiedener Korrosionsarten die wichtigsten, die bei "Mechanischen Verbindungselementen" zu beachten sind. |
Tabelle 64: Korrosionsarten
|
|
|
|
|
|
|
● Flächenkorrosion ● Lochfraß |
● Spaltkorrosion |
● Kontakt-Korrosion (=> Tabelle 66) |
● interkristalline/ ● transkristalline Korrosion |
● Spannungsriss-Korrosion |
| entsteht auf der offenen Fläche, z.B. durch Regen | entsteht durch eindringendes Wasser in Öffnungen | entsteht durch bloßes "Verbundensein" zweier unter-schiedlicher Metalle |
-
|
-
|




Korrosion ist unvermeidbar - vermeidbar sind jedoch Schäden durch Korrosion
bei richtiger Planung geeigneter Korrosionsschutzmaßnahmen.
Das "Korrosionssystem Schraubenverbindung" muss mindestens so fest,
dauerhaltbar und unter Einsatzbedingungen langfristig korrosionsbeständig
sein wie die zu verbindenden Teile.
Es ist Aufgabe der konstruktiven Planung, die erforderlichen Korrosionsschutzmaßnahmen
zu bestimmen. Hierbei ist der Abnutzungsvorrat des Korrosionsschutzes unter
bekannten Betriebsbedingungen bis zum Wartungszeitpunkt bzw. bis zur Schadensgrenze
zu berücksichtigen.
9.2 Schutz gegen Korrosion (nach oben)
- Elektrochemische Maßnahmen
- Konstruktive Maßnahmen z. B. kathodischer Schutz, Belüftung z. B. Isolierung, Vermeiden von Spalten . . .
- Oberflächentechnische Maßnahmen
|
Maßnahmen |
Verfahren |
Überzüge |
Schichtdicken |
|
• Nichtmetallische Überzüge |
Einölen* |
Öl |
- |
|
(anorganische/ |
Brünieren, Oxidieren |
Eisenoxidschicht |
- |
|
Phosphatieren |
Phosphatschicht |
- |
|
|
Passivieren/Chromatieren |
Cr-Verbindung |
- |
|
|
Dünnschicht-Lackierungen* |
Lack/Kunststoff/ |
3-20 |
|
|
Harz (Fluorpolymer/TEFLON) |
|||
|
Tauchlackierungen* |
Epoxidharz/Polyester/Phenolharz |
10-20 |
|
|
Pulverbeschichtungen* |
Polyester-Pulver |
60-90 |
|
|
• Metallische Überzüge |
Galvanische
Überzüge: |
Zink, Cadmium, Kupfer, Messing, |
3-25 |
|
(anorganische Überzüge) |
Nickel, Chrom, Zinn, Silber |
||
|
- Zn+Ni/Ni+Zn + Chromatierung |
6-15 |
||
|
+ Konversionsschichten |
- Zn chrom. + Versiegelung |
3-25 |
|
|
(z.B.
Passivierung |
- Zn chrom. + Topcoat |
3-25 |
|
|
- Zink + Kobalt + Chromatierung |
6-15 |
||
|
- Zink Eisen ZnFe (+ Chromatierung) |
2-100 |
||
|
- Zn/ZnFe/ZnCo + Passivierung |
3-20 |
||
|
- Nickel + Phosphor / Ni + PTFE |
2-8 |
||
|
- Nickel (Dick-Nickel) |
2- >100 |
||
|
- Aluminium/Al-Oxid |
2-10 |
||
|
Feuerverzinkung
tZn |
Zink |
min 40 |
|
|
Mechanisches
Verzinken |
Zinkpulver auf Unterkupferung |
8-20 (-70) |
|
|
(Chromatierung möglich) |
|||
|
Diffusions-Überzüge |
Zinkpulver ein-/aufgebrannt |
15-30 |
|
|
Dispersions-Überzüge |
- chromat. Zn-/Alu-Lamellen |
5-20 |
|
|
- Zn-/Alu-Lamellen (silbrig) |
5-20 |
||
|
• Kombi-/Duplex-Beschichtungen |
Metall-/Dispersionsüberzug*
|
- Zn-Phosph. + Zn-/Alu-Lamellen |
8-15
|
|
(anorganische + organische Überzüge) |
+ Dünnlack (silbrig oder farbig) |
||
|
+ Dünnschicht-Lackierung*/** |
- chromat. Zn-/Alu-Lamellen |
8-15 |
|
|
+ Dünnlack (schwarz) |
|||
|
- Zn-chromat. + Nasslack/Harz (farbig) |
8-15 |
||
|
oder Harz m. Metallstaub |
|||
|
- Zn-Phosphat + Nasslack/Harz (farbig) |
12-18 |
||
|
+ Rostschutzemulsion |
|||
|
Schmiermittelintegration möglich |
- Zn + Nasslack/Harz (farbig) |
6-20 |
|
|
- Mn-Phosph. + Fluorpolymer |
25-40 |
* Teilbeschichtung möglich ** Einfärben möglich
9.3 Kontaktkorrosion bei Metallpaarungen (nach oben)
*) Verhältnis der Oberfläche des "betrachteten" Werkstoffs zur Oberfläche des "Paarungswerkstoffs" (Quelle: Beratungsstelle "FEUERVERZINKEN")
Tabelle 66: Kontaktkorrosion bei Metallpaarungen
9.4 Chrom-VI-Konformität (nach oben)
Im Rahmen der EU-Richtlinien 2002/95/EG (RoHS), 2002/96/EG (WEEE), Inkrafttreten 01.07.2006 und 2000/53/EG (Altautorichtlinie), Inkrafttreten 01.07.2007, wird die Vermeidung bzw. Einschränkung von gefährlichen Inhaltsstoffen wie Blei, Quecksilber, sechswertiges Chrom (Cr(VI)), Cadmium, u.a. gefordert.
Transparent bzw. blau beschichtete Oberflächen
Transparente und blaue Chromatschichten können bis zu 0,2 µg/cm2
Cr(VI) enthalten. In den meisten Fällen liegt der Cr(VI)-Gehalt aber unter
der Nachweisgrenze der entsprechenden Prüfmöglichkeiten. Alternativ
werden Cr(III)-Passivierungen angeboten, die mittlerweile weitestgehend verfügbar
sind. Eine Umfrage bei Herstellern und Galvanikbetrieben hat ergeben, dass jedoch
nicht alle zum heutigen Zeitpunkt diese Cr(VI)-freie Variante garantieren können.
Eine pauschale Garantie auf Cr(VI)-Freiheit für diese Artikel kann somit
nicht erfolgen. Wenn Sie von diesen Richtlinen betroffen sind und Cr(VI) freie
Oberflächen benötigen, kann der Einsatz von nichtrostenden Stählen
für Sie eine Alternative sein.
Gelb, schwarz und oliv chromatierte Oberflächen
Die Gelb-, Schwarz- und Olivchromatierung hat einen Cr(VI)-Gehalt von > 10
µg/cm2. Im Gegensatz zu den Blauchromatierungen sind diese nicht Cr(VI)-frei
herstellbar. Eine sich abzeichnende Alternative mit gleichem Korrosionsschutz
ist die galvanische Verzinkung mit einer Dickschichtpassivierung, die normalerweise
leicht irisierend ist. Der Farbton ist in etwa mit einer "alten" Blauchromatierung
vergleichbar. Angeboten werden auch Einfärbungen von leicht grünlich
bis gelb.
Produkte aus Edelstahl der Werkstoffklassen A1, A2 und
A4
Schrauben, Muttern und Zubehör aus diesen Werkstoffklassen sind nach den
uns bisher vorliegenden Erkenntnissen frei von Chrom VI.
Alle Angaben ohne Gewähr, Irrtümer und Druckfehler vorbehalten. Die Kommerzielle Benutzung von Text und Bild ist nur mit vorheriger schriftlicher Zustimmung erlaubt. Bilder und PDF-Dateien enthalten digitale Signaturen, die auch teilweise oder verändernde Entnahme nachvollziehbar machen.

